
DELENIE MATERIÁLOV PRI PRÍPRAVE MATERIÁLOGRAFICKÝCH VZORIEK

Hlavným účelom delenia materiálov je odkryť, respektíve sprístupniť meracie miesto. Tento účel môže byť väčšinou splnený viacerými možnými spôsobmi, z ktorých niektoré sú efektívnejšie ako iné. Preto by malo byť prvým krokom definovanie oblasti záujmu – meracieho miesta a zvolenie tých najefektívnejších krokov (rezov) na dosiahnutie cieľa. Alebo skrátene: správna a efektívna voľba jednotlivých rezov môže ušetriť mnoho času a prostriedkov.

Ďalšou dôležitou výstupnou hodnotou je oddelenie vzorky od celku a jej zmenšenie na prijateľnú veľkosť. Menšia vzorka je výhodná pri kontrole, manipulácii a pri archivovaní vzoriek.

Významným trendom vo vývoji deliacich zariadení je automatizácia, ktorá zvyšuje produktivitu a odbremeňuje operátorov od rutinných činností. V oblasti automatizácie je spoločnosť QATM jednoznačným lídrom na trhu. Moderné prístroje disponujú veľkou dotykovou obrazovkou, možnosťou konfigurácie rôznych automatických osí, intuitívnym softvérom a funkciou MPP (Multipositioning).

Z hľadiska konštrukcie je dôležité, aby boli zariadenia dostatočne tuhostne a robustne dimenzované. Nežiaduce vibrácie skracujú životnosť prístroja a majú negatívny vplyv aj na kvalitu vzoriek. Rozbrusovacie píly QATM sú, ako jedny z mála, konštruované podľa priemyselných a nie laboratórnych štandardov. Vďaka tomu sú mimoriadne odolné a vyznačujú sa dlhou životnosťou. Zároveň si udržujú nízku hmotnosť vďaka využitiu špeciálnych zliatin hliníka
Kvôli vo všeobecnosti vysokej hmotnosti, je potrebné umiestniť zariadenie na stôl s dostatočnou pevnosťou. QATM ponúka kvalitný kovový laboratórny nábytok, ktorý je možné navrhnúť a vyskladať na mieru. V stole môže byť zabudovaná napríklad recirkulačná jednotka, odkladacie priestory atď. Pri precíznych deliacich zariadeniach je vhodné vyhnúť sa nadmerným vibráciám.
Z hľadiska reznej kapacity a presnosti môžeme deliace zariadenia rozdeliť do nasledovných kategórií:
• Presné resp. precízne deliace píly


PRESNÉ resp. PRECÍZNE DELIACE PÍLY

Využívame tam kde je potrebný presný rez bez ovplyvnenia materiálu.
Používajú sa rozbrusovacie kotúče na báze Al2O3 alebo diamantové kotúče s kovovou matricou. Kotúče sú hrubé spravidla od cca. 0,4 do 1mm s priemerom od 100 do 200mm.
Typické aplikácie sú napríklad výskum, geológia, elektronické súčiastky, kontrola kvality atď.
Obr.1 Precízna rozbrusovacia píla Qcut 150 A

Do tejto kategórie môžeme zaradiť aj diamantové pásové píly Exakt.
Vyznačujú sa mimoriadnou dosiahnuteľnou presnosťou a skvelými výsledkami pri delení materiálov s rôznymi fyzikálnymi vlastnosťami. Je možné deliť mäkké a heterogénne materiály ako napríklad biologické vzorky, tkanivá, ale aj extrémne tvrdé materiály ako tvrdokovy a minerály, prípadne kompozity s rôznymi vlastnosťami.
Typické aplikácie sú napríklad výskum, lekárstvo – patológia / histológia, petrografia, ale nájdu uplatnenie napr. aj pri špeciálnych úlohách v priemysle.
Obr.2 Diamantová pásová píla EXAKT 300 CP/CL



STOLNÉ ROZBRUŠOVACIE PÍLY

„Štandardné“ laboratórne rozbrusovacie píly nájdeme takmer v každom metalografickom laboratóriu. Sú obľúbené pre svoju univerzálnosť.
Vyznačujú sa vysokým výkonom a kompaktnými rozmermi. Pri rezaní je možné dosiahnuť pomerne vysokú presnosť. Dostupné sú rôzne modely od základných manuálnych s priemerom kotúča 250mm až po výkonné automatické programovateľné píly s priemerom kotúča až do 350mm.
Rozsah aplikácií, na ktoré sa používajú, je veľmi široký. Zahŕňa oblasť metalografie všeobecne, kontrolu kvality v priemysle ale aj výskum a špeciálne aplikácie.
Obr.3 Stolná rozbrusovacia píla QATM Qcut 250 A



SAMOSTATNE STOJACE PÍLY

Veľké priemyselné rozbrusovacie píly sa využívajú všade tam, kde je potrebná veľká rezná kapacita a vysoký výkon.
Sú konštruované pre „heavy-duty“ aplikácie a vyznačujú sa robustnou konštrukciou, veľkoobjemovou recirkulačnou jednotkou, vysokým výkonom hlavného motora a čerpadla na chladenie. Priemer rezného kotúča sa pohybuje v rozpätí od 400 do 800mm. Výkon hlavného motora dosahuje u najväčších modelov až 16KW. Modely vybavené 5-osovým manipulátorom sa uplatnia napríklad pri automatizácii komplikovaných rezných sekvencií.
Typické aplikácie sú napríklad kontrola kvality v priemysle, kontrola zvarov diferenciálov, všeobecne na delenie dielov veľkých rozmerov a môžu nájsť uplatnenie aj v priemyselnej výrobe.
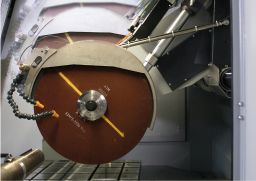
Obr.4 - Automatická rozbrusovacia píla s 5timi osami QATM Qcut 430 BOT
VYBRANÉ ZÁKLADY TECHNOLÓGIE DELENIA
Rozbrusovanie za mokra je v istom zmysle forma trieskového obrábania, pri ktorej rotujúce brusivo odoberá triesku z materiálu. Na rezné plochy je privádzaná voda s prímesou chladiacej kvapaliny, ktorá chladí a čistí reznú plochu.
So zväčšujúcou sa dĺžkou kontaktnej plochy stúpa riziko prehriatia vzorky a opotrebenia kotúča. Vzorku sa snažíme vždy rezať takým spôsobom, aby bola rezná resp. kontaktná plocha kotúča čo najmenšia (Obr.5).
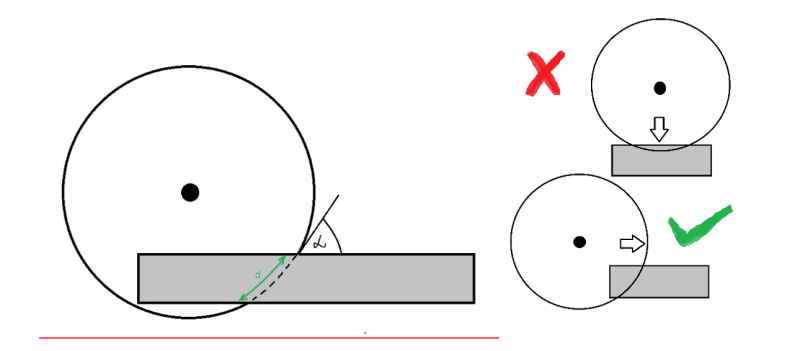
Obr.5 - Ilustračný diagram – odporúčaný spôsob rezu
Rýchlosť rezania prispôsobujeme typu materiálu, veľkosti kontaktnej plochy atď. Často je nutné odskúšať to priamo v laboratóriu empiricky. Pomalší posuv sa spravidla rovná vyššej kvalite povrchu. Tlak by mal byť konštantný a nie príliš vysoký. Príliš silným tlakom je možné spáliť materiál až do hĺbky cca. 1mm. Odporúča sa „pulzný posuv“, kedy sa rezanie strieda s krátkymi pauzami, pri ktorých sa rezná plocha ochladzuje a čistí. Jednou z unikátnych vlastností píl od QATM sú plne nastaviteľné parametre pulzného posuvu.

Správna voľba kotúča závisí spravidla od tvrdosti deleného materiálu. Zaužívaná zjednodušená definícia znie: čím tvrdší materiál, tým mäkší materiál matrice a naopak. Pre materiály na báze železa sa používajú kotúče na báze Al2O3. Pre neželezné kovy sa používa brusivo SiC. Rôzne typy kotúčov sa líšia v použitom materiáli matrice, veľkosti brúsnych častíc atď. V praxi je často nutné nájsť kompromis - optimálne kotúče z hľadiska ceny a opotrebovania (ekonomická stránka), reznej rýchlosti (produktivita) a kvality rezu. Jedným z najobľúbenejších typov kotúčov v našej ponuke sú kotúče FS-C, ktoré majú dobrý pomer ceny, výdrže a prevádzkových vlastností.


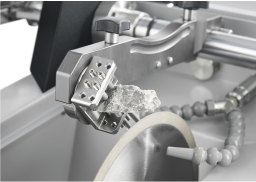
Súčiastka, ktorú budeme rezať, musí byť dostatočne pevne upnutá a nesmie vibrovať. Nedostatočne upevnená vzorka, môže spôsobiť zničenie kotúča, prípadne poškodenie vzorky alebo zariadenia. Pri niektorých materiáloch musíme naopak dávať pozor, aby sme nepoškodili vzorku príliš silným upnutím. Pri výbere upínacích prípravkov odporúčam kontaktovať našich obchodných inžinierov, ktorí Vám navrhnú ideálne riešenie. Okrem širokého portfólia štandardných upínačov je možné pri špeciálnych aplikáciách navrhnúť a dodať upínacie zariadenie „na mieru“ (Obr.6).
Obr.6 - Píla Brillant 275 a špeciálny na mieru navrhnutý upínací prípravok na vyrezávanie segmentov z diferenciálu.
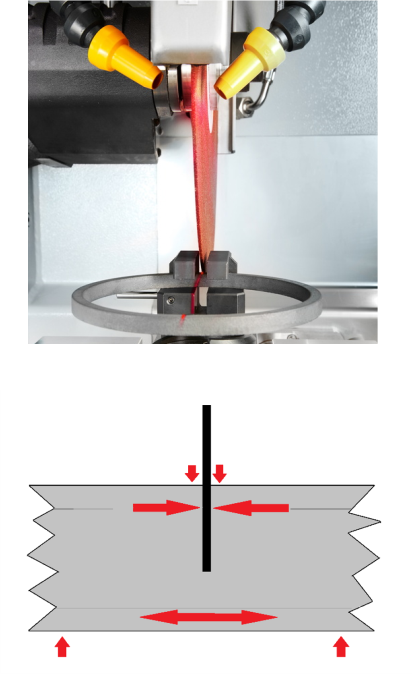
Jedným z najčastejších problémov pri delení je zatváranie rezu a zaseknutie kotúča (Obr.6). Je to spôsobené tým, že v dôsledku napr. chemicko-tepelného spracovania, sa v povrchovej vrstve materiálu vytvorí tlakové napätie. Tieto tlakové napätia sú prospešné pre finálny výrobok (napr. cementovaná hriadeľ), ale môžu spôsobovať veľké problémy pri práci v laboratóriu.
Tento proces prebieha zjednodušene takto:
Pri rezaní hriadeľa odstránime povrchovú vrstvu a neutralizujeme tlakové napätia na tejto strane hriadeľa.
Ďalším rezaním postupne oslabujeme jadro hriadeľa, až do okamihu kedy tlakové napätia vo vrstve na opačnej strane hriadeľa prevládnu a prevýšia pevnosť nedorezaného materiálu jadra.
V niektorých prípadoch dokáže kotúč zvierajúce sa boky rezu postupne odbrúsiť. V horšom prípade sa rez rýchlo uzatvorí a zovrie kotúč takou silou, že sa kotúč roztrhne a ostane v reze zaseknutý. Tento problém môžeme obmedziť správnym upnutím materiálu. Vzorku upíname veľmi pevne z obidvoch strán. Vhodné môže byť predopnutie vzorky v opačnom smere oproti očakávanej deformácii. Používame vhodné prípravky. Napríklad na hriadele používame čeľuste s V-drážkami. Ďalší veľmi efektívny spôsob, ako sa tomu dá predísť, je rezanie na „dvakrát“. Prvý krát zarežeme do hriadeľa približne do polovice prierezu. S rezaním prestaneme s bezpečnou rezervou skôr, ako sa pnutie uvoľní. Hriadeľ otočíme o 180° a režeme presne oproti prvému rezu. Tlakové napätia takto neutralizujeme a zaseknutie kotúča nehrozí.
Obr.7 - Ilustračný diagram – zovretie kotúča v reze

Dôležitým spotrebným materiálom sú chladiace emulzie, ktoré musia v extrémnych podmienkach spĺňať rôzne funkcie ako napr. chladenie, mazanie, čistenie, antikorózne a antibakteriálne vlastnosti. Kvalitná chladiaca kvapalina, dokáže výrazne predĺžiť životnosť rozbrusovacích kotúčov.
Typickým príkladom je napr. antikorózna kvapalina QATM Coolcut, ktorá spĺňa všetky technické a bezpečnostné požiadavky.

Video: Ukázka dělení vzorku na Qcut 430 BOT (Brillant 3D)
- automatické metalografické pile s 5-ti osami řezání.
PRÍKLAD PARAMETROV DELENIA KALENEJ OCELE
V tabuľke nižšie je uvedený príklad parametrov delenia kalenej ocele s priemerom 20mm na rozbrusovacej píle QATM Qcut 250 A.
|
ZÁVER
Delenie materiálov na účely metalografie ale aj iných odborov je komplexný proces, na ktorý vplýva veľké množstvo premenných. V tomto článku nebolo našou ambíciou sa všetkým detailne venovať. To je úloha výrobcu deliacich zariadení. Dúfam však, že operátorom, ktorí denne pracujú s laboratórnymi zariadeniami, prinesie základný rozhľad. Na modernú prípravu vzoriek sú kladené vysoké nároky ako napríklad rýchlosť, spoľahlivé konzistentné výsledky a kvalita vzoriek. Tieto nároky je možné splniť len s kvalitnými prístrojmi, spotrebným materiálom a zaškolenou odbornou obsluhou.
V prípade akýchkoľvek otázok nás prosím kontaktujte. Naši obchodní inžinieri Vám radi odporučia vhodný prístroj, prípadne navrhnú vhodný postup, či spotrebný materiál na vašu aplikáciu.
Team Metalco Testing
|
Zdroje: www.qatm.com |
Tento článek pro vás připravil náš zkušený kolega Andrej Pavolka, kterého můžete kontaktovat v případě problémů, dotazů apod. na |
Článek v českém jazyce:
DĚLENÍ MATERIÁLŮ PŘI PŘÍPRAVĚ MATERIÁLOGRAFICKÝCH VZORKŮ
Hlavním účelem dělení materiálů je odkrýt, respektive zpřístupnit měřící místo. Tento účel může být většinou splněn několika možnými způsoby, z nichž některé jsou efektivnější než jiné. Proto by mělo být prvním krokem definování oblasti zájmu - měřícího místa a zvolení těch nejefektivnějších kroků (řezů) k dosažení cíle. Nebo zkráceně: správná a efektivní volba jednotlivých řezů může ušetřit mnoho času a prostředků.
Další důležitou výstupní hodnotou je oddělení vzorku od celku a její zmenšení na přijatelnou velikost. Menší vzorek je výhodný při kontrole, manipulaci a při archivování vzorků.
Významným trendem ve vývoji dělících zařízení je automatizace, která zvyšuje produktivitu a odlehčí operátorům od rutinních činností. V oblasti automatizace je společnost QATM jednoznačným lídrem na trhu. Moderní přístroje disponují velkou dotykovou obrazovkou, možností konfigurace různých automatických os, intuitivním softwarem a funkcí MPP (Multipositioning).
Z hlediska konstrukce je důležité, aby byla zařízení dostatečně pevná a robustní. Nežádoucí vibrace zkracují životnost stroje a mají negativní vliv i na kvalitu vzorků. Rozbrušovací pily QATM jsou, jako jedny z mála, konstruovány podle průmyslových a nikoliv laboratorních standardů. Díky tomu jsou mimořádně odolné a vyznačují se dlouhou životností. Zároveň si udržují nízkou hmotnost díky využití speciálních slitin hliníku.
Kvůli obecně vysoké hmotnosti je třeba umístit zařízení na stůl s dostatečnou pevností. QATM nabízí kvalitní kovový laboratorní nábytek, který lze navrhnout a vyrobit na míru. Ve stole může být zabudována například recirkulační jednotka, odkládací prostory atd. U precizních dělících zařízení je vhodné vyhnout se nadměrným vibracím.
Z hlediska řezné kapacity a přesnosti můžeme dělící zařízení rozdělit do následujících kategorií:
• Přesné resp. precizní dělící pily
PŘESNÉ resp. PRECIZNÍ ROZBRUŠOVACÍ PILY
Využíváme je tam, kde je potřebný přesný řez bez ovlivnění materiálu.
Používají se rozbrušovací kotouče na bázi Al2O3 nebo diamantové kotouče s kovovou matricí. Tloušťka Kotoučů je zpravidla od cca. 0,4mm do 1mm s průměrem od 100 do 200mm.
Typickými aplikacemi jsou například: výzkum, geologie, elektronické součástky, kontrola kvality atd.
Obr.1 Precizní rozbrušovací pila Qcut 150 A
Do této kategorie můžeme zařadit i diamantové pásové pily EXAKT .
Vyznačují se mimořádně dosažitelnou přesností a skvělými výsledky při dělení materiálů s různými fyzikálními vlastnostmi. Je možné dělit měkké a heterogenní materiály, jako například biologické vzorky, tkáně, ale i extrémně tvrdé materiály jako tvrdokovy a minerály, případně kompozity s různými vlastnostmi.
Typické aplikace jsou například výzkum, lékařství - patologie / histologie, petrografie, ale najdou i uplatnění např. při speciálních úkolech v průmyslu.
Obr.2 Diamantová pásová pila EXAKT 300 CP/CL
STOLNÍ ROZBRUŠOVACÍ PILY
"Standardní" laboratorní rozbrušovací pily najdeme téměř v každé metalografické laboratoři. Jsou oblíbené pro svoji univerzálnost.
Vyznačují se vysokým výkonem a kompaktními rozměry. Při řezání je možné dosáhnout poměrně vysokou přesnost. Dostupné jsou různé modely od základních manuálních s průměrem kotouče 250 mm až po výkonné automatické programovatelné pily s průměrem kotouče až do 350mm.
Rozsah aplikací, na které se používají, je velmi široký. Zahrnuje oblast metalografie obecně, kontrolu kvality v průmyslu, ale i výzkum a speciální aplikace.
Obr.3 Stolní rozbrušovací pila QATM Qcut 250 A
PODLAHOVÉ ROZBRUŠOVACÍ PILY
Velké průmyslové rozbrušovací pily se využívají všude tam, kde je zapotřebí velká řezná kapacita a vysoký výkon.
Jsou konstruovány pro "heavy-duty" aplikace a vyznačují se robustní konstrukcí, velkoobjemovou recirkulační jednotkou, vysokým výkonem hlavního motoru a čerpadlem na chlazení. Průměr řezného kotouče se pohybuje v rozmezí od 400 do 800mm. Výkon hlavního motoru dosahuje u největších modelů až 16kW. Modely vybavené 5-tiosým řezem se uplatní například při automatizaci komplikovaných řezných sekvencí.
Typickými aplikacemi jsou například kontrola kvality v průmyslu, kontrola svarů diferenciálů, obecné dělení dílů velkých rozměrů a mohou najít uplatnění i v průmyslové výrobě.
Obr.4 - Automatická rozbrusovací pila s 5-ti osami QATM Qcut 430 BOT
VYBRANÉ ZÁKLADY TECHNOLOGIE DĚLENÍ
Rozbrušování za mokra je v jistém smyslu forma třískového obrábění, při níž rotující brusivo odebírá třísku z materiálu. Na řezné plochy je přiváděna voda s příměsí chladící kapaliny, která chladí a čistí řeznou plochu.
Se zvětšující se délkou kontaktní plochy stoupá riziko přehřátí vzorku a opotřebení kotouče. Vzorek se snažíme vždy řezat takovým způsobem, aby byla řezná resp. kontaktní plocha kotouče co nejmenší (Obr.5).
Obr.5 - Ilustrační diagram - doporučený způsob řezu
Rychlost řezání přizpůsobujeme typu materiálu, velikosti kontaktní plochy atd. Často je nutné odzkoušet to přímo v laboratoři empiricky. Pomalejší posuv zpravidla zajistí vyšší kvalitu povrchu. Tlak by měl být konstantní a ne příliš vysoký. Příliš silným tlakem lze spálit materiál až do hloubky cca. 1mm. Doporučuje se "pulzní posuv", kdy se řezání střídá s krátkými pauzami, při kterých se řezná plocha ochlazuje a čistí. Jednou z unikátních vlastností pil od QATM jsou plně nastavitelné parametry pulzního posuvu.
Správná volba kotouče závisí zpravidla od tvrdosti děleného materiálu. Ustálená zjednodušená definice zní: čím tvrdší materiál, tím měkčí materiál matrice a naopak. Pro materiály na bázi železa se používají kotouče na bázi Al2O3. Pro neželezné kovy se používá brusivo SiC. Různé typy kotoučů se liší v použitém materiálu matrice, velikosti brusných částic atd.
V praxi je často nutné najít kompromis optimálního kotouče z hlediska ceny a opotřebení (ekonomická stránka), řezné rychlosti (produktivita) a kvality řezu. Jedním z nejoblíbenějších typů kotoučů v naší nabídce jsou kotouče FS-C, které mají dobrý poměr ceny, výdrže a provozních vlastností.
Součástka, kterou budeme řezat, musí být dostatečně pevně upnutá a nesmí vibrovat. Nedostatečné upevnění vzorku, může způsobit zničení kotouče, případně poškození vzorku nebo zařízení.
Při některých materiálech musíme naopak dávat pozor, abychom nepoškodili vzorek příliš silným upnutím. Při výběru upínacích prvků doporučujeme kontaktovat naše obchodní inženýry, kteří Vám navrhnou ideální řešení.
Kromě širokého portfolia standardních upínačů je možné při speciálních aplikacích navrhnout a dodat upínací zařízení "na míru" (Obr.6).
Obr.6 - Pila Brillant 275 a speciální na míru navržen upínací přípravek na vyřezávání segmentů z diferenciálu.
Jedním z nejčastějších problémů při dělení je zavírání řezu a zaseknutí kotouče (Obr.6). Je to způsobeno tím, že v důsledku např. chemicko-tepelného zpracování, se v povrchové vrstvě materiálu vytvoří tlakové napětí. Tato tlaková napětí jsou prospěšná pro finální výrobek (např. Cementovaná hřídel), ale mohou způsobovat velké problémy při práci v laboratoři.
Tento proces probíhá zjednodušeně takto:
Při řezání hřídele odstraníme povrchovou vrstvu a neutralizujeme tlakové napětí na této straně hřídele. Dalším řezáním postupně oslabujeme jádro hřídele, až do okamžiku, kdy tlakové napětí ve vrstvě na opačné straně hřídele převládnou a převýší pevnost nedořezaného materiálu jádra.
V některých případech dokáže kotouč svírající se boky řezu postupně odbrousit. V horším případě se řez rychle uzavře a sevře kotouč takovou silou, že se kotouč roztrhne a zůstane v řezu zaseknutý. Tento problém můžeme omezit správným upnutím materiálu. Vzorek upínáme velmi pevně z obou stran. Vhodné může být předepnutí vzorku v opačném směru oproti očekávané deformaci.
Používáme vhodné upínací prvky. Například na hřídele používáme čelisti s V-drážkami. Další velmi efektivní způsob, jak se tomu dá předejít, je řezání "na dvakrát". Poprvé zařízneme do hřídele přibližně do poloviny průřezu. S řezáním přestaneme s bezpečnou rezervou dříve, než se pnutí uvolní. Hřídel otočíme o 180 ° a řežeme přesně naproti prvnímu řezu. Tlakové napětí takto neutralizujeme a zaseknutí kotouče nehrozí.
Obr.7 - Ilustrační diagram - sevření kotouče v řezu
Důležitým spotřebním materiálem jsou chladící emulze, které musí v extrémních podmínkách splňovat různé funkce jako např. chlazení, mazání, čištění, antikorozní a antibakteriální vlastnosti. Kvalitní chladicí kapalina dokáže výrazně prodloužit životnost rozbrušovacích kotoučů.
Typickým příkladem je např. antikorozní kapalina QATM Coolcut, která splňuje všechny technické a bezpečnostní požadavky.
Video: Ukázka dělení vzorku na Qcut 430 BOT (Brillant 3D)
- automatické metalografické pile s 5-ti osami řezání.
PŘÍKLAD PARAMETRŮ DĚLENÍ KALENÉ OCELI
V tabulce níže je uveden příklad parametrů dělení kalené oceli o průměru 20mm na rozbrušovací pile QATM Qcut 250 A.
|
ZÁVĚR
Dělení materiálů pro účely metalografie, ale i jiných oborů, je komplexní proces, který ovlivňuje velké množství proměnných. V tomto článku nebylo naší ambicí se všem detailně věnovat. To je úkol výrobce dělících zařízení. Doufáme však, že operátorům, kteří denně pracují s laboratorními zařízeními, přinese základní rozhled. Na moderní přípravu vzorků jsou kladeny vysoké nároky, jako například rychlost, spolehlivé konzistentní výsledky a kvalita vzorků. Tyto nároky lze splnit pouze s kvalitními přístroji, spotřebním materiálem a zaškolenou odbornou obsluhou.
V případě jakýchkoliv dotazů nás prosím kontaktujte. Naši obchodní inženýři Vám rádi doporučí vhodné zařízení, případně navrhnou vhodný postup, či spotřební materiál na vaši aplikaci.
Týmové testování Metalco
|
Zdroje: www.qatm.com |
Tento článek pro vás připravil náš zkušený kolega Andrej Pavolka, kterého můžete kontaktovat v případě problémů, dotazů apod. na |